Ocala, FL asphalt producer and paving contractor, Counts Construction, decided in 2006 to replace its used 1978 Simplicity batch plant with a new Gencor 400-tph Ultra plant; that decision has resulted in company doubling its output this year.
"We still have the old batch plant and it's operable because we want to sell it, and we think it's the best way to show potential buyers that the plant is capable of producing mix," says Toby Counts, company vice president. "But for us, it (the old batch plant) was limited in producing the quantity and type of mix we wanted to produce. In a 10- to 12-hour day we were able to produce 1,200 to 1,300 tons of asphalt, and that really restricted us in the business we wanted to go after. It also prevented us from producing mix designs with RAP (reclaimed asphalt pavement), and we have a lot of RAP on hand and a lot of potential projects where RAP could be used."
With the old plant, Counts produced approximately 100,000 tons annually, using 90 percent of that output to supply the company's own paving operation, which serves commercial, as well as city and county road agencies.
"Our business has been growing and we realized that if we wanted to keep growing and be in a position to take on more work, we had to upgrade our production capabilities," Counts says. "So far this year our production has more than doubled with the new plant and that's not even close to what the plant is capable of producing. We're also producing and paving more projects that allow for RAP in the mix because we now have the capability to do so. It just opened up some opportunities we didn't have."
Window of opportunity
The Gencor plant installed at Counts includes:
- Five Gencor 10' by 14' skidded cold feed bins with eddy current troughing feeders
- 5' by 14' aggregate double-deck vibrating screen
- 30" by 70' skidded aggregate scale conveyor
- Ultradrum Model 400 with Advanced RAP Entry and Volatile Capture System
- Ultra II-135 oil-fired burner
- Primary collector
- Ultraflo 74,092-cfm skidded baghouse with 15,059 square feet of cloth
- 14-inch dust return system
- 12' by 36' stationary operator's control center with Ultralogiks Total Process Control
- Gencor Series IV Recycle System with eddy current troughing feeder
- 4' by 10' single-deck recycle vibrating screen
- Gencor 24" by 70' recycle scale conveyor with 10-hp drive
- Two Gencor 200-ton deluxe station silos with safety gates
- Gencor 400-tph by 81-foot deluxe slat conveyor with electric heat
- Gencor 400-tph by 16-foot two-way top of silo transfer conveyor with 25-hp drive
- Hyway 30,000-gallon vertical AC tank
- Hyway fuel oil pre-heater
The new plant not only supports Counts' two paving crews, but it also has helped to increase private sales. In the past with most of the old batch plant's capacity being used to support the contractor's own projects, Counts was limited in pursuing additional material sales to other contractors and customers.
"Now we're in a much better position to pursue that side of the business because we don't have to worry whether or not there will be mix available for outside sales," Counts says.
The continuous flow drum mix of the new plant has also opened a big window of opportunity for the company to pursue business where RAP can be used.
"The early entry RAP system not only allows us to produce RAP mixes, but it does so in a way that avoids additional emissions (blue smoke) in the production process, and that's pretty important when you operate close to a residential neighborhood," Counts notes.
With a large portion of the company's business tied to municipalities, which are receptive to RAP mix designs, because they help keep the price of hot mix lower, Counts has experienced a favorable increase in that business since firing up the new plant last December.
"The municipalities and other road agencies we work with allow between 20- and 30-percent RAP content in the mixes they specify for their projects," Counts says. "With our ability to screen and mix RAP, we can provide those types of project with a product that performs as well as a virgin mix but at a much more competitive price."
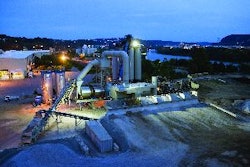
After the company first fired up the plant and ran trial batches in December, it's (the Gencor plant) has been running "pretty hard" since the first of the year, according to Counts. But you wouldn't know by taking a walk around the facility. The entire plant rests on concrete pads and the immediate surrounding area is paved.
"It makes it a lot easier to clean up at the end of each day, and a clean plant is a lot easier to maintain," Counts says.
Savings' bonus
The other advantage to installing the new plant has come in the way of fuel savings. The new plant is fired by #5 waste oil and propane. The old plant was fired by propane only. Counts has yet to analyze how much he has saved, but he knows the savings will be considerable even with the increase in output during the first year of operation.
"The burner is so efficient that even though we're burning waste oil, our emissions is a lot lower than what the old plant produced," Counts says. "And when you have residential neighbors located 300 to 400 yards away from the plant, low emissions is critical."
Some residents in the area have also commented on how quiet the plant is when operating, even with the producer operating the facility up to 10 hours a day during peak production.
The asphalt producer/contractor not only expects the new facility to meet future growth objectives, but do it with reasonable maintenance requirements as well.
"It's a well-built plant and we expect our maintenance costs will be normal standard wear and replacement parts to keep the plant in top running condition," Counts says. "We're also very impressed with the technical support we've received from Gencor, and the logistical interface (with Gencor's Orlando headquarters) allows them to analyze the plant's performance without having to send someone out to our location. They can actually run our plant from their location and with that kind of support, we know we'll be able to avoid a lot of unexpected downtime."
While there was a bit of a learning curve when switching over to the new plant, the biggest challenge the company faced was learning how to adjust to the capability of being able to quadruple its daily production output.
"When you're able to produce that much more mix in a day, you have to make sure you have the systems in place to feed the plant and haul away what you produce, otherwise the capability means nothing," Counts says.
But with that being the only primary challenge the producer/contractor faced, it's the kind of problem that's easy to address when you know the increased production allows you to go after more business, and more business can generate a profitable return on your investment.