The first step in proper construction of longitudinal joints in asphalt paving is compaction of the unsupported edge of the first lane of paving. When the hot mix asphalt is placed by the paver it will have an unsupported edge that will have a slope. This slope will usually be about 60 degrees but that depends on the type of end or edge plate on the paver screed. Due to its shape and position this wedge does not receive the same amount of compaction as the flat part of the mat.
Whether constructing an asphalt pavement parking lot, road or even a driveway, it’s essential to properly compact each unsupported edge without shoving the mix sideways. That means a pneumatic (rubber-tire) roller should not be used to compact the edge at this stage. However, a steel wheel roller in vibratory mode can be used effectively.
There are three possible options for the steel wheel roller:
- 6 in. inside the edge
- Directly on top of the edge
- Hanging 6 in. over the edge
The key is to not be in positions #1 or #2 because using a roller in those positions tends to push the mix sideways – transversely – and you don’t get the compaction you should when you the mix is moving sideways. The best position is #3 where you are “compacting” 6 in. of air.
Roller manufacturers’ diagrams of how their rollers work often have arrows showing the compactive force in the middle of the drum heading straight down -- but the force at the edge of the drum goes both down and sideways. It’s called “shear loading” at the edge of the drum and it causes the mix to push sideways (see diagram).
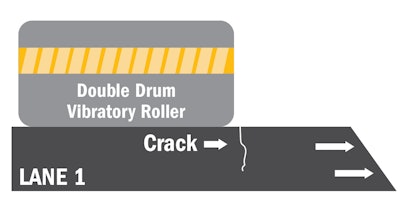
If the edge of the steel wheel roller drum is inside the unsupported edge of the pavement lane (Figure 1), several problems might occur.
First, the mix has a tendency to widen out – to move in a transverse direction. This is due to the shear loading on the mix at the edge of the steel drum. How much the material moves depends on the properties of the asphalt concrete mixture – a tender mix will shove or move more than will a stiff mixture.
Second, a crack will typically form at the edge of the drum. This crack is caused by the sideways movement of the mix. Also, in some cases the movement of the mix can create a dip at the unsupported edge of the lane, making it much more difficult to match the joint when the second lane is placed. Placing the edge of the roller drum inside the edge of the lane is not good practice.
Placing the edge of the steel drum directly over the unsupported edge of the lane (Figure 2), also is not a good practice because the mix at the unsupported edge will still move sideways under the force of the roller. Although the mix will widen out, no crack will form because the edge of the drum is right at the edge of the lane. But because of the transverse movement of the mix the opportunity to obtain density at the unsupported edge is not possible when the roller is in this position.
The proper location for the edge of the steel drum is positioning the roller drum so it extends 6 in. over the unsupported edge (Figure 3). In this case, there will be no transverse movement of the mix because there is no shear loading at the edge of the steel drum. And because the mix does not move transversely, no crack is formed. Density is achieved because the edge of the steel drum is compacting air instead of shoving the mix sideways.