
In the best of all worlds there wouldn’t be any joints or cracks in concrete floors at all, they wouldn’t shrink or curl—they would remain flat. Technology is moving us in that direction with the development of shrinkage compensating concrete, shrinkage reducing admixtures, high dosage inclusions of synthetic macro or steel fibers in concrete, and the design of the mixes themselves.
Most floors today have contraction joints (previously referred to as control joints) cut into them shortly after finishing operations are complete. Contractors typically measure distance between columns and lay out joints by taking the thickness of the slab and dividing by the number two or two-and-one-half and then adjusting lines for best fit. For example, joints for a six-inch thick slab would be cut every 12 to 15 feet. But joints for slabs with high dosage levels of fibers can be spaced much greater, at column lines or beyond. Joints are usually cut at depths equal to one-quarter of the thickness of the slab (less for early entry saws) with hopes that a crack will form at the bottom of the cut extending to the bottom of the slab, “activating” the joint. If all joints activate, and do not open too much, the width of each crack (and saw cut) remains small enough to allow for aggregate interlock, providing a means for load transfer between one floor panel and the next as forklift traffic passes over. But what if some control joints don’t activate? Cracks at other joints become dominant and wider so that aggregate interlock no longer exists. In some cases, joint width can become great, causing forklifts to bounce as they pass over, leading to joint edge deterioration and forklift damage. It can also cause trouble for tile floors when they are placed on top.
10 Pro Tips for Concrete Contraction Joints
Download this infographic from the mind of Kim Basham, PhD PE FACI, on designing contraction joints in your concrete slab. Follow these guidelines for the layout, spacing, depths and timing of the cutting of contraction joints on your concrete slab.
Why joints don’t activate?
Usually it’s the bad things that cause concrete to have problems, but dominant joints and joints that don’t activate are often the result of constructing floors that represent the best that technology has to offer. Here are some examples.
Vapor retarders
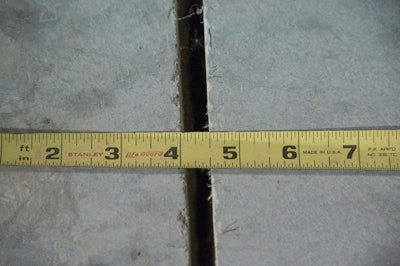
Most floors have vapor retarders placed directly beneath the concrete today and there are many good reasons for this—increasingly the standard as time goes on. But they are also one of the reasons joints don’t activate. When concrete rests directly on sub-grade there is a higher coefficient-of-friction between the concrete and the base, resulting in greater stress at joints and causing them to activate. But vapor retarders are also giant “slip-sheets,” making it easier for large slabs to shrink towards their center without activating all control joints. In this case, it’s often the construction joints surrounding the slab that become dominant with widths that can approach three quarters of an inch.
 Most floor slabs require vapor retarders under them now. They prevent ground moisture from moving through the slab, but they also act as a slip-sheet allowing large floor areas to contract without activating joints.
Most floor slabs require vapor retarders under them now. They prevent ground moisture from moving through the slab, but they also act as a slip-sheet allowing large floor areas to contract without activating joints.
High dosage levels of fibers
Including high dosage levels of fibers is becoming more popular because concrete develops higher post-cracking flexural strength and there is greater resistance to visible cracking. For owners, floor maintenance problems usually start at joints—high fiber floors make it possible to eliminate as much as 70 percent of the joints in floors compared to standard designs. They also reduce the amount of curling in floor panels, reducing the amount of rocking that occurs when forklifts pass over. But they don’t reduce linear shrinkage (full-depth shrinkage as compared to differential shrinkage, which manifests itself as curling) very much and it’s more difficult for joints to activate. Shrinkage then occurs mostly at construction joints, which can become wide, especially when combined with vapor retarders.
Curling
When there is very little curling present in floor panels—a very desirable condition—there is less vertical stress on control joints when heavy traffic crosses them and less force to activate joints.
Mix design
We engineer floor mixes to shrink less and perform better. Floors are stronger and more robust as a result. On the other hand, concrete mixes that aren’t proportioned well or have too much water added result in low compressive strengths. Slabs crack more easily so control joints activate more easily too.
Finishing
Today its common practice to finish floors with “ride-on” trowels that can weigh 2,000-pounds or more, producing highly densified surface finishes in the range of one-eighth inch thicknesses. They press out pore structures and voids making them very impermeable and abrasion resistant.
 Modern finishing machines can weigh as much as 3,000 lbs., allowing finishers to easily create densified surfaces of 1/8-inch. This is enough to prevent water-of-convenience from escaping, resulting in stronger concrete that can resist shrinkage forces that would activate contraction joints.
Modern finishing machines can weigh as much as 3,000 lbs., allowing finishers to easily create densified surfaces of 1/8-inch. This is enough to prevent water-of-convenience from escaping, resulting in stronger concrete that can resist shrinkage forces that would activate contraction joints.
External and internal restraint
Jerry Holland, Director of Design Services for Structural Services Inc. (SSI), Waxahachie, Texas, says building details and conditions such as the location and isolation of columns and other slab penetrations, walls tied to slabs, dock walls—anything that restrains floor movement can cause some joints not to activate and others to activate more. If a project specifies light steel reinforcement, extending it through control joints causes them not to activate as much as they otherwise would. Heavier than necessary steel reinforcement will not allow them to activate at all, increasing the propensity for cracks and dominant joints.
Solutions
The solution to the problem of having dominant joints is to focus on the joints that don’t activate. Joe Neuber, President of Neuber Concrete, Kimberton, Pennsylvania, says he once developed a vibratory roller which they rolled over control joints right after they were sawed in order to activate them. “I think we were somewhat successful,” he says. “But some joints we vibrated didn’t activate so we need to experiment more with our idea.”
Unless you are a contractor with expertise in the design of floors it’s best for owners to involve consultants, with local knowledge of materials, who specialize in floor design to specify details such as joint layout and other internal and external restraint issues. If wider construction joints are anticipated, armored edges can be a solution to reduce edge wear and provide a smoother ride for forklifts.
If there is no significant curl in slabs at the edges then the floor plates are supported by the sub-grade—provided the sub-grade is properly installed. That being the case, control joints can be cut deeper to further weaken them so they are more likely to activate—aggregate interlock becomes less an issue. Good mix designs which include high-dosage levels of fibers can produce floors without significant curling, so this becomes an option.
The amount that concrete shrinks can be controlled to some extent by the design of the concrete mix. Some contractors who specialize in floor construction have experience in designing their own mixes, Neuber is one of those. He always specifies his own mixes. He says it’s important to place well-graded mixes—optimizing the aggregate distribution to minimize void spaces and the amount of cement paste needed for the concrete. “We think the key to a good mix is to start by including 1-½-inch top sized aggregate,” he says. His designs produce concrete with four-inch slumps—less than ideal for placement so he includes mid-range water reducers to achieve the right placing slumps.
But contractors like Neuber, who have the knowledge to design their own mixes, are rare so it’s best to involve consultants on projects who can supply the needed expertise. Bryan Birdwell, Senior Floor and Pavement Consultant for SSI, is one who is experienced both as a large flooring contractor and now as a consultant. He understands the issues from both sides. He says managing the amount of shrinkage is very important and that’s something consultants can help contractors with. “Restraint is a primary reason that dominant joints occur also. Inadvertently they get designed into a floor,” he adds.
 The industry understands more about designing concrete floor mixes now—seen as a good thing. But stronger and better performing concrete can also be a reason that joints don’t activate.
The industry understands more about designing concrete floor mixes now—seen as a good thing. But stronger and better performing concrete can also be a reason that joints don’t activate.
Using shrinkage reducing admixtures (SRA’s) is another way to help to control shrinkage. BASF recently introduced an admixture called “Master Life CRA007” and it is based on all new technology. It reduces shrinkage, the potential for cracking, and crack width. But greatly reducing shrinkage doesn’t activate more joints, it helps to reduce slab movement and control the width of dominant joints.
Linear shrinkage and curling are closely related—controlling shrinkage tends to control curling. But the reverse isn’t true; slabs can experience normal levels of shrinkage without appreciable curling. The introduction of high dosage levels of fibers in concrete is one way to achieve this. Finishing slabs with heavy troweling machines to create densified surface layers of approximately one-eighth inch thicknesses is another. The densified layer acts as a vapor retarder that prevents moisture of convenience from leaving the slab, especially when there is a vapor retarder underneath it. So concrete builds strength long before the slab dries out—a process that can take years—resisting curling and shrinkage forces as a result.
 Joints are normally cut shortly after the last finishing process is complete using early entry saws. They are spaced two to two-and-a-half times the thickness of the slab. High dosage synthetic or steel fiber concrete slabs are cut along column lines or greater.
Joints are normally cut shortly after the last finishing process is complete using early entry saws. They are spaced two to two-and-a-half times the thickness of the slab. High dosage synthetic or steel fiber concrete slabs are cut along column lines or greater.
Dan Biddle, Vice President of Sales for the FORTA Corporation, Grove City, Pennsylvania, confirms that high dosage levels of synthetic macro fibers in the range of seven-and-a-half pounds per cubic yard of concrete (0.5 percent by volume), can cause some joints not to activate. As per ACI, contractors should cut control-joints one-third the thickness of a slab to encourage joint activation for higher fiber dosages such as this. Since curling is very minimal, any loss of aggregate interlock isn’t a big issue.
There is difference of opinion about how joints should be spaced in floors, regardless of concrete ingredients. Some reason that the closer control-joints are spaced, the less worry there is about joints not activating. However, building owners tend to think that fewer joints mean lower maintenance costs down the line, so they want their floors to have the least number of joints (and cracks) possible.
Where to now?
If you are reading this article looking for answers you’ll notice there are few offered, dominant joints are a concern with few answers at this point in time. Neuber, as the chairman of the ACI 302 Floor Construction committee says this is a future agenda item for the committee.



















